 扫一扫,手机浏览
扫一扫,手机浏览
- 技术文章
如何调节胶体磨的间歇大小
2018-02-05 09:57:16 来源:IKN
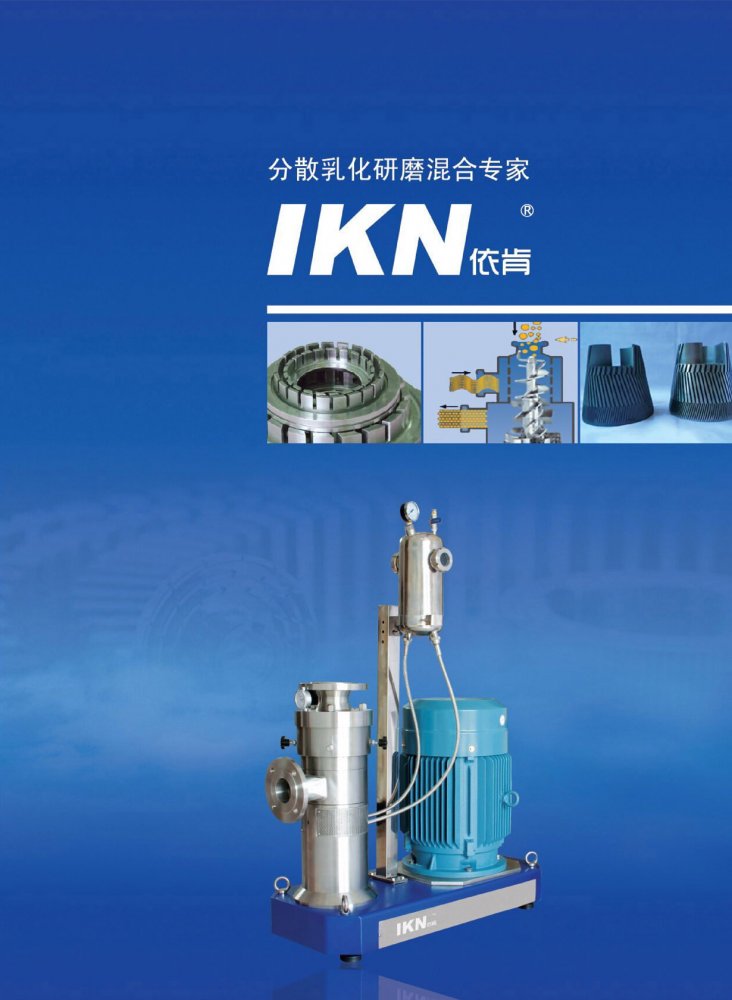
胶体磨是 胶体磨是由电动机通过皮带传动带动转齿(或称为转子)与相配的定齿(或称为定子)作相对的高速旋转,被加工物料通过本身的重量或外部压力(可由泵产生)加压产生向下的螺旋冲击力,透过胶体磨定、转齿之间的间隙(间隙可调)时受到强大的剪切力、摩擦力、高频振动等物理作用,使物料被有效地乳化、分散和粉碎,达到物料超细粉碎及乳化的效果。
为啥要调节胶体磨的间歇大小2 胶体磨磨头头的剪切速率 (越大,效果越好)
3 胶体磨头的齿形结构(分为初齿,中齿,细齿,超细齿,约细齿效果越好)
4 物料在研磨腔体的停留时间,研磨粉碎时间(可以看作同等的电机,流量越小,效果越好)
5 循环次数(越多,效果越好,到设备的期限,就不能再好)
所以需要调节胶体磨的大小
研磨缝隙可以用外罩上的调整环来手动调节. 研磨工具由2部分标准的径向齿的组成,也就是转子和定子一前一后紧密排列.*层的齿比较粗糙并且有特殊的进料区域. 第二层的齿非常精密.
设备不能够自己进料, 但是能够在出料口处形成压力克服真空进料. 真空度取决于研磨缝隙的大小和定转子转速.
跟基本型设备一样带CM模块的PP也可以通过 PP CONTROLLER来调速. 调节范围是3160 rpm 到 14000 rpm. *高速时的*大线速度可以达到约 40 m/s. 由于转子的线速度影响研磨效果, 使用变频控制柜 使得设备可以适应不同的工艺需求. 在CM胶体磨模块下启动时设备的初始速度必须是标准的9000 rpm, 并且利用任何有利于基础速度的条件.

如果有特定的物料或者产品特性,例如高粘度, 设备使用极限功率达到非常高的速度. 但是,要超过电机的额定电流较长时间.如果有必要速度要降,直到实际电流刚好不超过额定电流. 额定电流可以由PP CONTROLLER显示屏读出.为了防止电机过载,电机应该由过热保护装置及时停止.
胶体磨CM模块 通过连续的研磨缝隙调节可以改变适用于特定工艺. 旋转分散腔外部的调整环来手动调节研磨缝隙. 旋转的度数和研磨缝隙的大小遵循下表.
表格:放射状缝隙调节
Indicated
angle in °Rotations of the adjusting ring Radial gap in mm 0 0 0 90 1/4 0.104 180 1/2 0.208 270 3/4 0.312 360 1 0.416 450 1 1/4 0.520 540 1 1/2 0.624 630 1 3/4 0.728 720 2 0.832 810 2 1/4 0.936 900 2 1/2 1.040
调整研磨缝隙
*初开机时,拆卸过后或者一段长时间的运转之后,必须检查研磨缝隙的调节,如果必要的话并且校正。为此,首先拧松调节环上的星式螺纹旋钮紧定螺母(736),随后顺时针拧调节环直到确实停止。这时径向的距离被调成零,也就是转子直接与定子接触。在这个位置,机器必须确定不会被开机。现在工作间隙必须被调节.
运转清洁度
现在逆时针旋转调节环(716),按照径向距离调节台直到设定到要求的间隙。为此,调节环必须被旋转至少180°为了确保一个定子与转子之间足够安全的工作间隙。随后,手动转动轴确认转子是否可以顺畅的旋转。这些可以利用附带的开放扳手(OW10)来完成,扳手卡住轴上面的螺帽并使轴顺时针旋转。随后拧紧调节环上的紧定螺钉.
新发布 -
-
内容声明:谷瀑为第三方平台及互联网信息服务提供者,谷瀑(含网站、客户端等)所展示的商品/服务的标题、价格、详情等信息内容系由店铺经营者发布,其真实性、准确性和合法性均由店铺经营者负责。谷瀑提醒您购买商品/服务前注意谨慎核实,如您对商品/服务的标题、价格、详情等任何信息有任何疑问的,请在购买前通过谷瀑与店铺经营者沟通确认;谷瀑上存在海量店铺,如您发现店铺内有任何违法/侵权信息,请在谷瀑首页底栏投诉通道进行投诉。上海依肯机械设备有限公司 电话:18018542795 手机:18018542795 地址: 上海市松江区九新公路865号B幢101