ʯ���黯��,�Ϻ�ʯ���黯��,ʯ���黯,ʯ���黯����ʹ���黯����ʯ���黯����ˮΪ�������Һ̬��ϵ
����Ҫ�������㣬һ���黯����ѡ���������������黯�Ĺ��ա�
1�����Ȱ�ʯ���ӳ�Һ̬��
2�����黯������OP-10��ʮ������������Ƶȣ������ǽ���ˮ�ı������������������ݼ��������黯�����в��������ݻ����ݣ����뵽ˮ�У��е��ٻ�Ͼ��ȡ�
3���ڸ��з�ɢ�¼�����ȳ�Һ̬��ʯ����
4��������ɢ10~20minֱ��ϵͳ�ȶ����ʵ�ճ��״̬��
��������з���һ����ķ�ת����ճ�������ӣ��͡������ķ�ת���黯�ɹ���
ʯ���黯���Ļ��� 1 ���ʻ�������
Һ�����Ϸ�ɢϵ�з�ɢ�������Һ�������ֱ��ԭ�����ܵ���������ѹ�������á������������ѹ�����õľ���������ѧЧӦ��Ҫ�в���ЧӦ������ЧӦ�Ϳ�ѨЧӦ��
����ЧӦ�������ɢ�������Һ�εļ��к�����;
����ЧӦ����ѹ�����������������ɢ�������Һ�ε��������;
��ѨЧӦ��ʹ�γɵ�С����˲��������������,��������ҽ�����
���о��ʻ���
Ŀǰ���ڳ��õļ���ʽ���ʻ����ٶȶ�Ϊ10��25 m/ s��ʵ��֤�������Ч���������롣���о��ʻ�ָ���ٶȴﵽ40��66 m/ s�ļ���ʽ���ʻ�,����Ҫ��������Ϊ1����༶����ϵĶ�ת��,ÿ����ת�����������Ȧ.
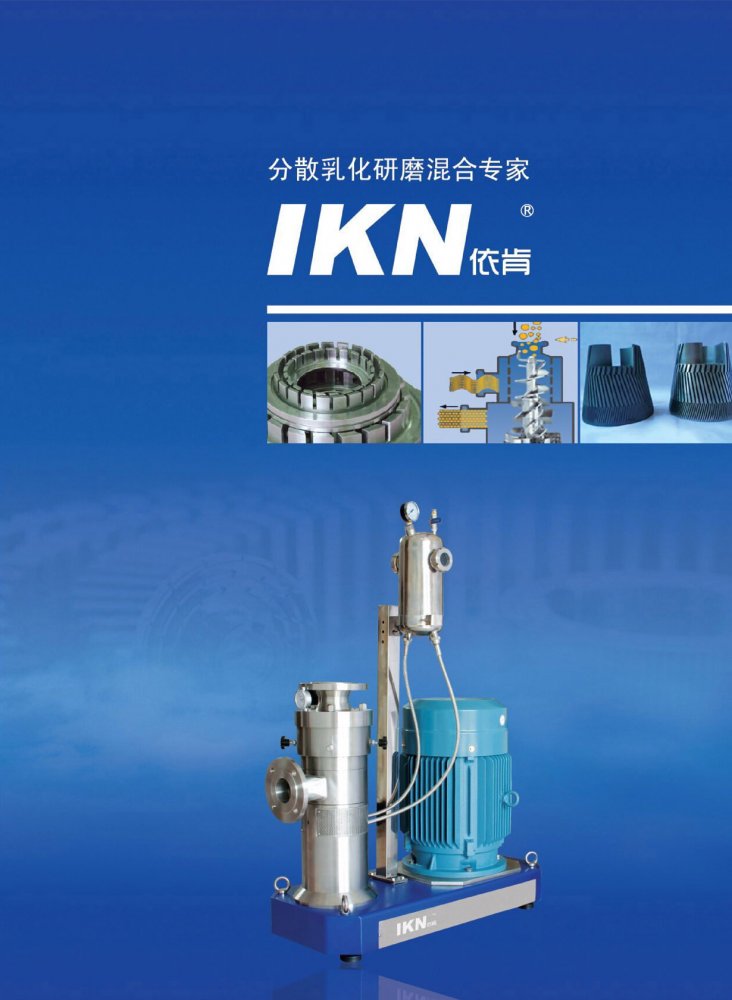
����ԭ��:ת�Ӵ���ҶƬ������ת����ǿ�����������,��ת�������γɺ�ǿ�ĸ�ѹ��,��Һ(ҺҺ����Һ��������)�Ӷ�ת�����ı�����,����������������,������������������ɢ,����������ɢ������,���������ܵ�ҶƬ�Ľ���,����ҶƬ�����붨�ӳ�Ȧ�ڲ�խС��϶���ܵ�����,Ȼ�������Ȧת���붨�ݵ�խС��϶��,�ڻ�е����������ѧЧӦ��������,�����ܴ�ļ��С�Ħ����ײ���Լ����ϼ�����ײ��Ħ�����ö�ʹ��ɢ�������Һ�����顣����ת�ݵ����ٶ�����Ȧ����Ȧ������,���黷�����ϸ���,����������Ȧ�˶��������ܵ�Խ��Խǿ�ҵؼ��С�Ħ�����������ײ�����ö��������Խ��Խϸ�Ӷ��ﵽ�����黯Ŀ�ġ�
Ӱ���ɢ�黯��������������¼���
1 ��ɢͷ����ʽ������ʽ������ʽ��������ʽ�����κã�
2 ��ɢͷ�ļ������� ��Խ��Ч��Խ�ã�
3 ��ɢͷ�ij��νṹ����Ϊ���ݣ��гݣ�ϸ�ݣ���ϸ�ݣ�Լϸ��Ч��Խ�ã�
4 �����ڷ�ɢǽ���ͣ��ʱ�䣬�黯��ɢʱ�䣨���Կ���ͬ�ȵĵ��������ԽС��Ч��Խ�ã�
5 ѭ��������Խ�࣬Ч��Խ�ã����豸�����ޣ��Ͳ����ٺã�
���ٶȵļ���
�������ʵĶ�����������֮��Һ����������ʡ�
– �������� (s-1) = v ���� (m/s)
g ��-ת�� ��� (m)
���Ͽ�֪����������ȡ�����������أ�
– ת�ӵ�������
– ������������������ľ���Ϊת��-���� ��ࡣ
IKN ��-ת�ӵļ�ΧΪ 0.2 ~ 0.4 mm
����V= 3.14 X D��ת��ֱ����X ת�� RPM / 60
�����ٷ�ɢ�����黯���ĸߵ�ת�ٺͼ����ʶ��ڻ�ó�ϸ����Һ��*��Ҫ�ġ�����һЩ��ҵ����Ҫ�����Ϲ�˾��ERS2000ϵ�еĻ������ֿ�����ERX2000�����ټ����黯��������������ʿ��Գ���200.00 rpm��ת�ӵ��ٶȿ��Դﵽ66m/s���ڸ��ٶȷ�Χ�ڣ��ɼ���������ɵ��������ר�����Ƶĵ������ʹ
������ΧС����������������ǿ����Һ�������ֲ���խ��
ͬʱ,��ת�����ĸ�ѹ��,��ѹ������Һ��ı�������ѹ(���������ѹ)ʱ,������������,������Һ������ת�ӳ�Ȧ�б��������ѹ�����߶���������˲��,�����ݵ������γ�һ������,�����ٶȿɴ�100 m/ s ,����300 m/ s ,������ij��������ˮ��ѹ����ʽ����,��P = ρCaC ,����ρΪҺ���ܶ�; CaΪҺ���е�����; CΪ�����ٶȡ���CΪ100 m/ s ,�����������ѹ���ͽӽ�200M Pa ,����ǿ�ѨЧӦ��ǿ���ѹ������ʹ���ԡ������Կ���������,��Ӳ���ž۵�ϸС��������ɢ��
�ɷ�����֪,�����ڶ�ת��ǻ�ڱ����ʵĻ����ϸ���,������Ϊ��������������,����ǿ�Ѩ���á�
������
ʯ���黯��,�Ϻ�ʯ���黯��,ʯ���黯�����豸
 ɨһɨ���ֻ����
ɨһɨ���ֻ����



 ��238900.00
��238900.00 ��118900.00
��118900.00